摘要:研究了聚合氯化铁在采用H2O2-铁炭法处理含高浓度镀锡废水时的应用及相关因素的影响。试验结果表明,利用冷轧酸洗废液制备的聚合氯化铁对该废水具有良好的处理效果,主要影响因素为聚合氯化铁用量。混凝处理500mL废水较佳条件为:自制聚合氯化铁4.0mL,pH为7.5,聚丙烯酰胺0.3mL,沉降时间20min,此时废水COD去除率达到70%,为该废水的后续处理提供便利条件。
引言
目前国内绝大数电镀锡生产线采用弗洛斯坦法,因而生产过程中产生的电镀废水主要成分为苯酚磺酸(PSA)类物质,该类物质较为稳定且很难降解,目前国内外普遍采用H2O2-铁炭法处理该类废水。但由于该类废水中PSA浓度较高,其化学需氧量(COD)值高达20000-40000mg/L,经过H2O2-铁炭法氧化降解处理后,COD去除一般在70%-80%,废水中COD值仍然很高,约为5000-10000mg/mL,同时难以进一步降解,可生化性也差,为后续的生化处理带来影响,且造成超标排污。
1、试验部分
1.1废水处理工艺
高浓度镀锡废水→铁炭反应器→混凝→沉降分离。
1.2试验方法
取500mL高浓度废水进入H2O2-铁炭反应器进行氧化降解,用石灰乳调节pH值后,加入一定量的PAM,搅拌,静置,取上清液,测量COD值。
2、试验结果与讨论
2.1混凝剂的选择
高浓度电镀液废水经过铁炭床后,PSA氧化分解产生的中间有机物以及残余PSA易乳化稳定在水中或者溶于水,需要用混凝剂中和或改变胶体离子表面的电荷,形成絮凝体吸附有机物和悬浮物的共沉淀,将其去除。取500mL经H2O2-铁炭床的废水,测量其原始COD,分别加入不同种类的混凝剂4mL,搅拌,用石灰乳调节pH值为7.0,加入0.15mLPAM,搅拌,静置,取上清液,测量剩余COD值。试验发现,用聚铝作为混凝剂,溶液无明显变化,仍处浑浊状态,用其他混凝剂后溶液分层,上清液COD值如表1所示。
表1不同混凝剂处理效果的比较
| 混凝剂种类 | 聚合氯化铁 | 聚合氯化铝铁 | 三氯化铁 |
| 剩余COD/(mg·L-1) | 2030 | 3380 | 3190 |
| 去除率/% | 70.02 | 50.04 | 53.06 |
注:铁炭柱出水COD值为6800mg/L。
可见上述3种混凝剂除聚铝外都有很好的混凝效果,效果较好的为自制的聚合氯化铁(PFC),去除率达70%,因此,确定采用聚合氯化铁作为混凝剂。
2.2单因素对COD去除率的影响试验
2.2.1混凝剂加入量对处理效果的影响
取500mL经铁炭床法处理的废水,分别加入不同量聚合氯化铁,搅拌,用石灰乳调节pH值到7.0,加入0.15mLPAM搅拌,静置,取上清液,测量剩余COD值,计算COD去除率,结果如图1所示。
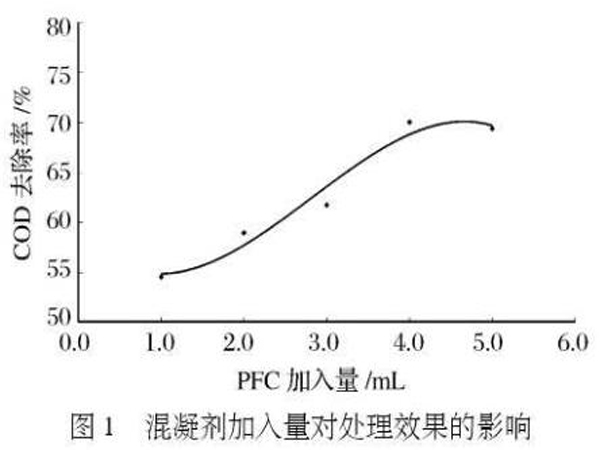
从混凝机理分析,聚合氯化铁在该过程中的作用可能包括降低胶体的动电位、吸附架桥联接、沉淀物卷扫等,其浓度将决定其效果。由图1可知,随着聚合氯化铁用量的增加,废水COD去除率先较快速上升,在大于4.0mL以后,去除率变化不明显。
2.2.2pH对处理效果的影响
所用混凝剂聚合氯化铁为无机高分子聚合物,在不同pH时,生成的水解产物不同,混凝效果也不同。取500mL经过铁炭床的镀锡废水,加入5.0 mL聚合氯化铁,搅拌,用石灰乳调节不同pH值,加入0.2mL的PAM,搅拌,静置,取上清液,测定COD去除率。pH对处理效果的影响如图2所示。
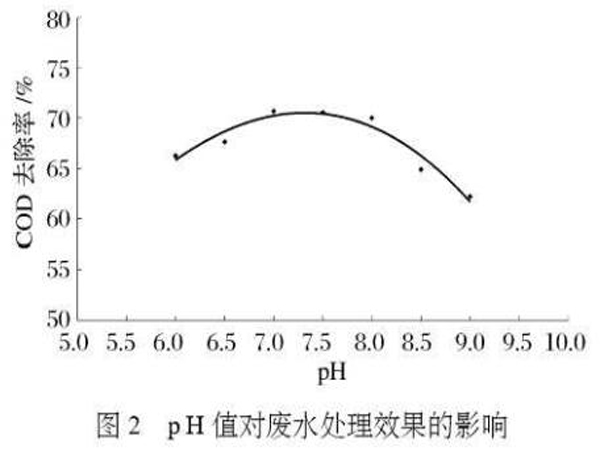
一般情况下,铁盐无机絮凝剂适合于碱性和中性环境下使用,铁的水解反应及生成物主要通过提高溶液pH值,即增加溶液中OH-浓度实现。从试验结果看,PFC的处理效果在pH为6.0-9.0,先随着pH增加而增加,随后再减小,由于pH偏高时,水解产物会产生铁的氧化物沉淀,影响混凝剂的混凝作用。
2.2.3PAM加入量对处理效果的影响
为将小颗粒悬浮物在较短的时间内去除,需加快沉降速度,因而需要加入助凝剂。取500mL经过铁炭床的镀锡废水,加入5.0mL聚合氯化铁,搅拌,用石灰乳调节pH值为7.0,加入不同量的PAM,搅拌,静置,取上清液,测量残余COD值,计算COD去除率,试验结果见图3。
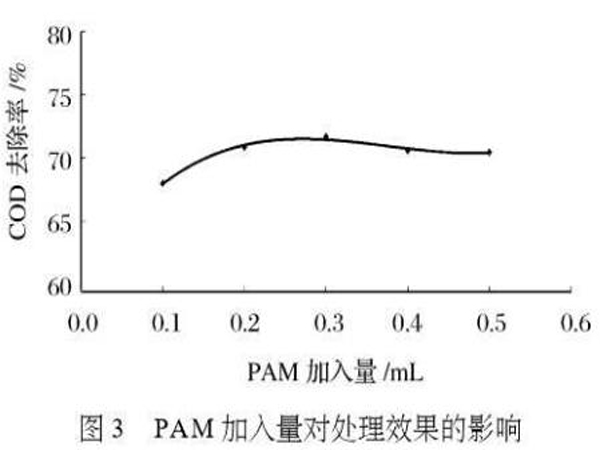
由图3可见,当PAM用量在0.1-0.50mL时,随PAM用量的增加,COD去除率增加,0.2-0.4mL时去除率较高,但过量后效果变差。PAM通过吸附由混凝剂形成的颗粒,将其搭桥联结成一一个个絮凝体,使得颗粒进一步变大,加快沉降,残余COD减少,但是过量时可能因产生的絮凝体比较松散,浮力较大,反而难以沉降,影响处理效果。
2.2.4沉降时间对处理效果的影响
取500mL经过铁炭床的镀锡废水,加入5.0mL聚合氯化铁,搅拌,用石灰乳调节pH值为7.0,加入0.3mL的PAM,搅拌,静置不同时间,取上清液,测量残余COD值,计算COD去除率,结果如图4所示。
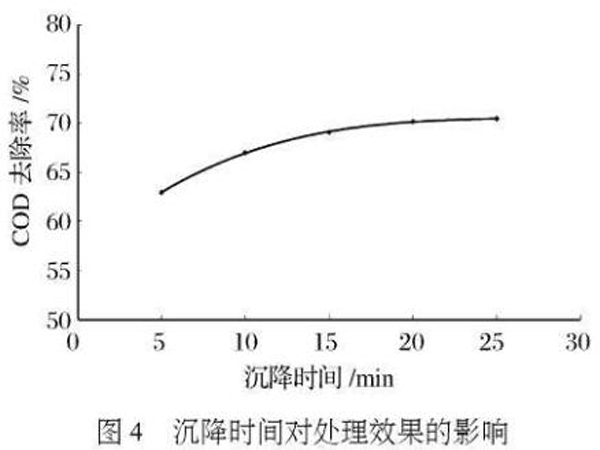
某种特定颗粒沉降随沉降时间的延长,沉降分离效果随之提高。产生的颗粒体在沉降过程中,超过20min后,上清液COD逐渐降低并趋于稳定,效果变化很小。考虑工程实际,确定沉降时间为20min。
2.3影响因素的正交试验
从以上分析可知,在常温试验中影响去除效果的主要因素有破乳剂添加量、pH、PAM用量等,进行3因子4水平的正交实验(因子为聚铁添加量、pH、PAM用量;每个因子选定为4个不同状态作比较),因子水平如表2。
表2因子水平表
| 因子 | 水平 | |||
| 1 | 2 | 3 | 4 | |
| 聚铁添加量/mL | 2.0 | 3.0 | 4.0 | 5.0 |
| pH | 6.5 | 7.5 | 8.5 | 9.5 |
| PAM用量/mL | 0.1 | 0.2 | 0.3 | 0.4 |
用正交表安排设计试验,试验用的铁炭柱出水COD为6810mg/L,废水处理量为500mL,试验结果及数据分析评价见表3和表4。
表3正交试验的试验结果
| 试验次数 | 因子 | 上清液 | ||
| 聚铁添加量/mL | pH | PAM用量/mL | COD/(mg·L-1) | |
| 1 | 2.0 | 6.5 | 0.1 | 2967 |
| 2 | 2.0 | 7.5 | 0.2 | 2837 |
| 3 | 2.0 | 8.5 | 0.3 | 2899 |
| 4 | 2.0 | 9.5 | 0.1 | 2870 |
| 5 | 3.0 | 6.5 | 0.2 | 2502 |
| 6 | 3.0 | 7.5 | 0.1 | 2610 |
| 7 | 3.0 | 8.5 | 0.4 | 2495 |
| 8 | 3.0 | 9.5 | 0.3 | 2512 |
| 9 | 4.0 | 6.5 | 0.3 | 2284 |
| 10 | 4.0 | 7.5 | 0.4 | 2156 |
| 11 | 4.0 | 8.5 | 0.1 | 2481 |
| 12 | 4.0 | 9.5 | 0.2 | 2490 |
| 13 | 5.0 | 6.5 | 0.4 | 2305 |
| 14 | 5.0 | 7.5 | 0.3 | 2089 |
| 15 | 5.0 | 8.5 | 0.2 | 2213 |
| 16 | 5.0 | 9.5 | 0.1 | 2530 |
表4正交试验评价表
| 项目 | 聚铁添加量/mL | pH | PAM用量/mL |
| ∑CODn1 | 11573 | 10058 | 10588 |
| ∑CODn2 | 10119 | 9692 | 10042 |
| ∑CODn3 | 9411 | 10088 | 9784 |
| ∑CODn4 | 9137 | 10402 | 9826 |
| A | 2436 | 710 | 804 |
注:∑CODni(i=1、2、3、4)——i水平试验后的上清液COD之和;A——∑CODni(i=1、2、3、4)的较差。
表3和表4的数据表明,上清液COD浓度主要随着聚合氯化铁的添加量而变化,当添加量从2.0增加到4.0时,废水中残余COD浓度快速下降,随后减缓;随着pH增加,上清液COD浓度先下降然后又上升,在7.5左右去除率较高;随PAM用量增加,上清液COD浓度先较快下降,用量达到0.4mL左右,残余的COD则有所上升,0.3mL的用量比较适合。
从表4的较差值比较可知,pH和PAM用量对上清液COD浓度影响不大,而聚合氯化铁添加量是影响上清液COD浓度即COD去除效率的主要因素。
2.4聚合氯化铁较佳添加量的确定
根据正交试验的分析结果,选择pH=7.5,PAM用量为0.6mL/L废水作为试验条件,进行优选聚合氯化铁的添加量,试验结果如表5所示。
表5不同聚铁添加量对COD去除率的影响
| 聚合氯化铁的添加量/mL | 残余COD/(mg·L-1) | 去除率/% |
| 3.0 | 2610 | 61.7 |
| 4.0 | 2045 | 70.0 |
| 5.0 | 2089 | 69.3 |
注:废水原始COD为6810mg/L。
由上表可见,处理500mL废水,聚合氯化铁的用量在3.0-5.0mL都有较好的效果,在用量为4.0mL时,处理效率较高。
3、结论
1)聚合氯化铁适合于作为铁炭法处理高浓度电镀锡废水工艺的混凝剂,COD去除效果优于聚合氯化铝铁、三氯化铁。
2)随着聚合氯化铁用量的增加,废水COD去除率先快速上升,后去除率变化不明显;pH在6.0-9.0,COD去除率先随着pH增加而增加,但pH偏高时水解产物会影响聚合氯化铁的混凝作用,去除率随之减小;助凝剂PAM用量在0.2-0.4mL效果均较好;本混凝试验产生的颗粒体在20min沉降之后,COD去除效果趋于稳定。
3)在pH、助凝剂、混凝剂3因素中聚合氯化铁添加量是影响COD去除效率的主要因素;处理500mL废水的较佳条件为:聚合氯化铁4.0mL,混凝后pH值为7.5左右,PAM为0.3mL,沉降时间20min,COD去除率为70%。
